我國(guó)的竹資源是世界上較豐富的,竹林面積、蓄積量和年砍伐量均居世界首位。福建省的竹資源也十分豐富,被稱為該省的”第二森林”。目前國(guó)內(nèi)以竹材為原料生產(chǎn)的人造板主要為竹材膠合板、竹編膠合板、竹材層壓板和竹材碎料板等,應(yīng)用于密度板生產(chǎn)目前處在初始階段,尚未產(chǎn)業(yè)化,更未見竹材做原料生產(chǎn)強(qiáng)化木地板用高密度板的有關(guān)報(bào)道。本文探討利用竹材容重高的特點(diǎn)(竹材的基本密度大都在0.6kg/m3以上),采用中小徑間伐竹作原料部分替代木材生產(chǎn)強(qiáng)化木地板用高密度板,以達(dá)到拓寬原料來源、降低生產(chǎn)成本的目的。
1幾種竹材與常用木材的纖維形態(tài)和化學(xué)組成對(duì)比
幾種竹材與常用木材的纖維形態(tài)和化學(xué)組成對(duì)比詳見表1和表2。
.jpg)
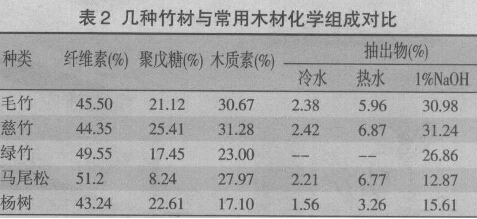
良好的密度板生產(chǎn)用纖維原料要求纖維素含量高,木質(zhì)素和抽出物少,纖維的長(zhǎng)寬比大。纖維的長(zhǎng)寬比越大,成板時(shí)單位面積中纖維之間交織次數(shù)越多,纖維分布越致密,產(chǎn)品的強(qiáng)度就越高。
從竹材的纖維形態(tài)上看,竹材的纖維細(xì)胞含量已接近闊葉材的含量,纖維長(zhǎng)度僅次于針葉材而高于闊葉材,纖維的長(zhǎng)寬比比針葉材高一倍左右,遠(yuǎn)遠(yuǎn)高于闊葉材,有利于纖維的交織,完全可以用于生產(chǎn)密度板;但是竹纖維的壁腔比遠(yuǎn)高于木纖維,一定程度上影響了竹纖維的柔韌性,并且竹材的雜細(xì)胞含量較高,對(duì)密度板生產(chǎn)中的纖維得率會(huì)有一定影響。
從竹材的化學(xué)組成上看,其化學(xué)組成中纖維素含量與木材差不多;戊糖含量高于針葉材,與闊葉材相近;木質(zhì)素含量遠(yuǎn)高于闊葉材,和針葉材接近,總體上看其化學(xué)組成介于針、闊葉材之間。竹材的木質(zhì)素含量高使得竹纖維柔韌性差;竹材中多糖物質(zhì)及抽提物含量較高,可能導(dǎo)致產(chǎn)品的吸水厚度膨脹率增大;竹材pH值在4.6—6.7之間,適合霉菌生長(zhǎng)所需的酸性條件,使得竹材在貯運(yùn)、加工和使用過程中容易發(fā)生霉變,有可能影響到產(chǎn)品的質(zhì)量。
2試驗(yàn)原料組織與竹片堆放觀察
福建省的竹資源很為豐富,其中綠竹是種植面積較大的筍用竹種。被譽(yù)為”綠竹之鄉(xiāng)”的寧德地區(qū)福安市綠竹種植面積就達(dá)5萬余畝,綠竹年間伐量達(dá)5萬t以上。目前綠竹間伐材基本上沒有得到工業(yè)利用,間伐下來的綠竹材價(jià)格低廉,材質(zhì)較嫩,有利于與木材共同解纖。我們從福安市采購(gòu)綠竹間伐材進(jìn)行生產(chǎn)性試驗(yàn),考慮到竹材資源的供應(yīng)問題,我們使用的竹片比例是原料總量的30%—50%。其他竹材來源也比較廣泛,如福建漳州地區(qū)種植面積達(dá)17萬畝的麻竹也可考慮作為生產(chǎn)原料加以利用。
用于削片的綠竹為1—2年生間伐竹,直徑在3—8cm之間。由于竹片供應(yīng)商沒有專用的竹材削片機(jī),采用小型盤式木材削片機(jī)切削竹片,竹片長(zhǎng)度約10—35mm、寬度為5—25mm,細(xì)碎竹片的比例比正常的木材削片要高,并且有大約5%左右的細(xì)長(zhǎng)竹絲。
竹片于2003年4月初到廠,堆放于露天堆場(chǎng)。由于正值雨季,經(jīng)過10天的堆放后,由于竹片發(fā)酵料堆頂部開始冒汽;15天后料堆內(nèi)部竹片開始霉變,并逐漸趨于嚴(yán)重;一個(gè)半月后竹片質(zhì)量有所下降;6月下旬停止進(jìn)一步霉變,但竹片質(zhì)量已有一定程度的下降,表現(xiàn)為竹片變色、竹片容重下降等。
3實(shí)驗(yàn)室小試
3.1單獨(dú)解纖的竹纖維與木纖維按比例混合壓制高密度板
3.1.1試驗(yàn)用竹纖維原料小試用的竹纖維為福建省林科院提供的無膠竹纖維,竹片在QM6熱磨機(jī)上單獨(dú)解纖,蒸汽壓力0.5MPa,蒸煮時(shí)間10—15min。
3.1.2試驗(yàn)設(shè)備蘇州新協(xié)力企業(yè)發(fā)展有限公司的試驗(yàn)壓機(jī)(幅面尺寸450×450mm,加熱方式為熱油加熱),小型氣流一機(jī)械攪拌施膠機(jī),壓縮空氣霧化噴槍,自制機(jī)械鋪裝機(jī),自制預(yù)壓機(jī)等。
3.1.3熱壓工藝名義密度860kg/m3、公稱厚度8mm、熱壓溫度160—165℃、熱壓周期270s、施膠量11%(與正常生產(chǎn)木材原料的高密度板相同)。
3.1.4試驗(yàn)過程將竹纖維與木纖維按不同比例混合,用壓縮空氣霧化噴槍在小型攪拌施膠機(jī)中施加普通脲醛樹脂膠,采用自制機(jī)械鋪裝機(jī)鋪裝成型,經(jīng)預(yù)壓后送入試驗(yàn)壓機(jī)中壓制厚度8mm高密度板。另外,用取自生產(chǎn)線的已施膠的全木纖維按同樣的工藝條件壓制對(duì)比試驗(yàn)板。
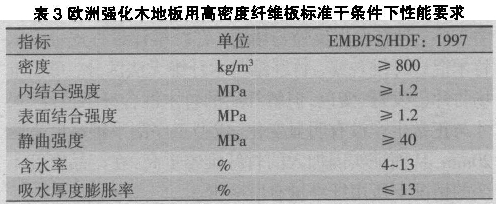
3.1.5試驗(yàn)板性能檢測(cè)由于現(xiàn)行國(guó)家標(biāo)準(zhǔn)沒有強(qiáng)化木地板用高密度板的質(zhì)量要求,試驗(yàn)時(shí)地板用纖維板行業(yè)標(biāo)準(zhǔn)尚未正式頒布實(shí)施,我們依照歐洲EMB/PS/HDF:1997強(qiáng)化木地板用高密度板標(biāo)準(zhǔn)干條件下的質(zhì)量要求(見表3)檢測(cè)試驗(yàn)板的密度、內(nèi)結(jié)合強(qiáng)度、表面結(jié)合強(qiáng)度、靜曲強(qiáng)度和吸水厚度膨脹率。對(duì)比不同原料混合比例的試驗(yàn)板性能,測(cè)定結(jié)果見表4。

3.2混合解纖竹木纖維壓制高密度板
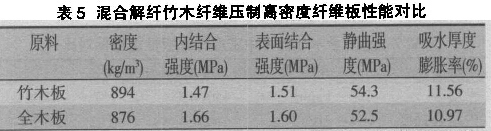
實(shí)驗(yàn)設(shè)備和熱壓工藝與前述實(shí)驗(yàn)室小試相同,用次生產(chǎn)性試驗(yàn)時(shí)的竹片、木片混合解纖纖維(竹片約占原料總量約30%~50%,生產(chǎn)用膠為普通脲醛樹脂膠)和全木纖維分別壓制厚度8mm高密度板,并檢測(cè)其各項(xiàng)物理力學(xué)性能指標(biāo),結(jié)果見表5。
3.3實(shí)驗(yàn)室小試結(jié)果
試驗(yàn)結(jié)果表明,采用普通脲醛樹脂膠、用30%—50%的竹纖維替代木纖維壓制的竹木纖維與全木纖維高密度板在內(nèi)結(jié)合強(qiáng)度、表面結(jié)合強(qiáng)度、靜曲強(qiáng)度、吸水厚度膨脹率等性能指標(biāo)上沒有明顯差異,均滿足EMB/PS/HDF:1997歐洲強(qiáng)化木地板用高密度板標(biāo)準(zhǔn)干條件下的質(zhì)量要求。
4次生產(chǎn)性試驗(yàn)
4.1試驗(yàn)?zāi)康?/p>
考察密度板生產(chǎn)線成型前的一系列工序,尤其是熱磨工序能否滿足竹片作原料的生產(chǎn)要求。觀察竹木混合解纖情況,并采用竹木混合纖維壓制試驗(yàn)板。
4.2試驗(yàn)過程
次生產(chǎn)性試驗(yàn)于2003年5月23日在連續(xù)壓機(jī)生產(chǎn)線上生產(chǎn)厚度6mm板。主要生產(chǎn)工藝為:名義密度780kg/m3、蒸汽壓力0.81MPa、施膠設(shè)定點(diǎn)14%(普通脲醛樹脂膠)、熱壓溫度190—210℃、壓機(jī)速度13.2m/min。用人工加料的方式,在水洗振動(dòng)篩處加入約It的綠竹片,加入比例大約為原料總量的40%,其余生產(chǎn)工藝維持正常生產(chǎn)不變。竹片順利通過水洗設(shè)備,未見因竹片容重高而在水洗A、B閥處出現(xiàn)沉積,也沒有因?yàn)榧?xì)長(zhǎng)竹絲的存在而造成木片泵堵塞。竹片和木片順利通過熱磨工序,沒有發(fā)生反噴與堵塞。在纖維計(jì)量稱皮帶上取竹木混合纖維觀察,竹纖維與木纖維無法區(qū)分,雖然堆場(chǎng)竹片已發(fā)霉、變色,但解纖后的竹木混合纖維色澤、尺寸與正常生產(chǎn)沒有明顯變化。成型工序刮平輥高度下降20mm,從而證實(shí)因加入的竹纖維容重高,在產(chǎn)品密度不變的情況下所用纖維量有所減少。
4.3纖維松密度對(duì)比
我們對(duì)竹木混合纖維和試驗(yàn)前后正常生產(chǎn)的全木纖維進(jìn)行了纖維松密度測(cè)定,竹木纖維松密度比正常生產(chǎn)高15010左右,與成型工序觀察到的刮平輥高度降低趨勢(shì)相符,測(cè)定結(jié)果見表6。

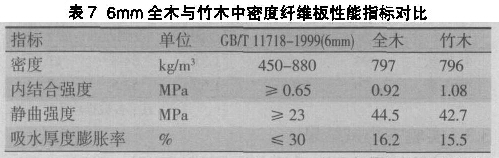
4.4正常生產(chǎn)厚度6mm全木纖維與竹木纖維密度板性能指標(biāo)
正常生產(chǎn)厚度6mm全木與竹木密度板各項(xiàng)性能指標(biāo),經(jīng)檢驗(yàn)均符合國(guó)家標(biāo)準(zhǔn)CB/T11718-1999《密度板》中優(yōu)等品的要求,結(jié)果見表7。
5第二次生產(chǎn)性試驗(yàn)
5.1試驗(yàn)過程
第二次生產(chǎn)性試驗(yàn)于2003年7月22日在多層壓機(jī)生產(chǎn)線上生產(chǎn)厚度8mm強(qiáng)化木地板用高密度板。主要生產(chǎn)工藝:名義密度880kg/m3、蒸汽壓力0.78MPa、施膠設(shè)定點(diǎn)21%(地板用纖維板專用三聚氰胺脲醛樹脂膠)、熱壓溫度170℃、熱壓周期180s。竹片由木片加料斗處加入,原料比例為松木片:竹片=1:1,其余生產(chǎn)工藝不變。竹片順利通過各工序,共生產(chǎn)16車竹木混合強(qiáng)化木地板用高密度板。
5.2纖維松密度對(duì)比
對(duì)混合解纖竹木纖維與正常生產(chǎn)的全木纖維進(jìn)行纖維松密度測(cè)定,結(jié)果表明竹木混合纖維的松密度較全木纖維略高,但低于次生產(chǎn)性試驗(yàn),原因是經(jīng)過三個(gè)半月的堆放,竹片因日曬雨淋而發(fā)酵、霉變?cè)斐芍衿葜叵陆担绊懙街衲净旌侠w維的松密度,測(cè)定結(jié)果見表8b

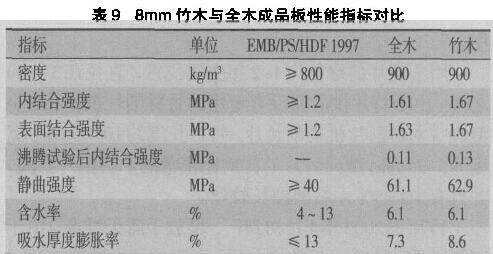
5.3厚度8mm高密度板性能指標(biāo)
壓制的高密度板砂光后,檢驗(yàn)外觀質(zhì)量與各項(xiàng)物理力學(xué)性能指標(biāo),均符合EMB/PS/HDF:1997歐洲強(qiáng)化木地板用高密度板標(biāo)準(zhǔn)干條件下的質(zhì)量要求,檢驗(yàn)結(jié)果見表9。
6存在問題
6.1合理解決竹片貯存問題
竹材中含有較多的淀粉、脂肪、蛋白質(zhì)和多糖等有機(jī)物質(zhì),它們是一些昆蟲和微生物的營(yíng)養(yǎng)物質(zhì),使竹材在貯運(yùn)、加工和使用過程中很易霉變,甚至影響到產(chǎn)品質(zhì)量。從本次試驗(yàn)過程來看,竹片在多雨的春季到廠后10天就開始發(fā)酵、霉變;一個(gè)半月后竹片質(zhì)量有所下降;三個(gè)半月后甚至影響到竹片容重和解纖后纖維的松密度,使得竹材容重高、用量少的優(yōu)勢(shì)不能凸顯出來。如果竹材正式應(yīng)用于生產(chǎn),一定要確定合理的竹片貯存期,堅(jiān)持貯新用陳、先到先用的原則。
6.2關(guān)注竹木高密度板的霉變
在熱磨解纖過程中,由于高溫、高壓的作用,竹材中易導(dǎo)致霉變、腐爛的成分已部分被破壞,竹木高密度板在正常環(huán)境下經(jīng)過近一年的陳放未發(fā)生霉變;但是我們通過培養(yǎng)箱試驗(yàn)法發(fā)現(xiàn),在溫、濕度條件很其惡劣的條件下(箱內(nèi)空氣相對(duì)濕度在93%以上,溫度在25℃以上),竹木高密度板會(huì)比全木高密度板提前發(fā)生霉變。雖然如此,但是經(jīng)過飾面與封邊的竹木和全木強(qiáng)化木地板在霉變發(fā)生時(shí)間與程度上并沒有明顯差異。
6.3改進(jìn)竹材削片設(shè)備
現(xiàn)有木片供應(yīng)商大都采用小型盤式削片機(jī)切削木片,但是不能適應(yīng)切削竹材的要求。如果大量收購(gòu)竹片,需要對(duì)現(xiàn)有小型盤式木材削片機(jī)進(jìn)行改造或使用專用竹材削片機(jī),以保證切削出的竹片有較好的規(guī)格,避免生產(chǎn)中可能出現(xiàn)加料時(shí)因長(zhǎng)竹絲或長(zhǎng)竹片而產(chǎn)生搭橋等問題。
7結(jié)論
(l)在連續(xù)壓機(jī)與多層壓機(jī)生產(chǎn)線上,維持原生產(chǎn)工藝不變,加入30%~50%的竹片替代木片生產(chǎn)強(qiáng)化木地板用高密度板是可行的。產(chǎn)品的各項(xiàng)物理力學(xué)性能指標(biāo)滿足歐洲EMB/PS/HDF:1997強(qiáng)化木地板用高密度板標(biāo)準(zhǔn)干條件下的質(zhì)量要求。
(2)由于竹材密度遠(yuǎn)大于一般木材,用于生產(chǎn)中/高密度板將減少竹片用量。按照現(xiàn)行竹片收購(gòu)價(jià)格,能在一定程度上降低生產(chǎn)成本。隨著收購(gòu)數(shù)量的加大和收購(gòu)渠道的暢通,竹片價(jià)格將會(huì)進(jìn)一步下降,利用竹材作原料具有一定的經(jīng)濟(jì)效益。
(3)竹材間伐材用于密度板、強(qiáng)化木地板用高密度板生產(chǎn),不僅拓寬了人造板工業(yè)的原料來源,緩解了原料供應(yīng)緊張的矛盾,而且起到節(jié)約木材保護(hù)森林資源的作用,同時(shí)為竹材的有效利用開辟了一條新途徑,并可增加竹農(nóng)收入,具有較好的生態(tài)和社會(huì)效益。
 密度板生產(chǎn)過程中產(chǎn)生的廢料的處理與利用
密度板生產(chǎn)過程中產(chǎn)生的廢料的處理與利用<tfoot id="6kgow"></tfoot>
