中密度板熱壓中的溫度、時間、壓力、板坯含水率和加壓速度,每個因素對產品質量都有著密切的關系。在 制訂熱壓工藝時必須根據不同原料的物理、化學性質的具體情況,適當地選擇各項工藝條件。
(1)熱壓工藝因素與產品質量的關系
①熱壓溫度:熱壓溫度的作用在于使纖維受熱后塑性增加而軟化,便于壓縮,板坯內水分汽化蒸發;加速膠粘劑的縮聚與固化。
熱壓溫度的選擇主要依據板的性能、膠粘劑種類以及生產效率來確定。熱壓溫度通常脲醛樹脂膠為160~180℃,酚醛樹脂膠為185~19 5℃。選用溫度的高低,還取決于原料、樹種、板坯含水率、板坯厚度、加熱方式、時間及壓力大小等其他因素。
②熱壓壓力:壓力的作用是克服板坯內部摩擦力或稱反彈力,將板坯壓縮到厚度規格要求,保證產品厚度和密度。
一般熱壓壓力在2.5~3. 5MPa,制取高強度制品或遇硬質木材的纖維材料等特殊情況,壓力可達5---5.5MPa。
③熱壓時間:板坯在熱壓時’不論采用的溫度高低和壓力大小,都需要一定的時間,才能保正熱量的傳導和壓力的傳遞’以達到膠粘劑固化,制得預定密度和力學性能的制品。熱壓時間的確定與膠粘劑性能、纖維質量、板坯含水率、熱壓溫度、壓力、加熱方式以及板坯 厚度有關。
加熱時間,一般用Imm成品板厚所需的時間表示。采用熱壓板接觸加熱方式,1mm加熱時間為18~22s,采用高頻加熱則熱壓時間僅為接觸式加熱的1/3 -1/2;噴射蒸汽加熱僅為接觸加熱的1/5~1/6,并且不受制品厚度的影響。
④板坯含水率:板坯內水分在熱壓過程中增加纖維的可塑性和導熱性,促使木質素樹脂比和降低熔點,所以適當的板坯含水率,對板的質量有保證,一般板坯含水率為8%-12%。
⑤加壓速度:在相同的熱壓壓力下,不同的加壓速度,影響著板的性能和斷面密度分布。加壓速度快,板的靜曲強度高,內結合力降低。加壓速度慢,靜曲強度下降,預固化層加厚, 內結合力提高。但過慢會使整板松軟達不到質量標準。
加壓過程中確切的加壓速度,是隨著升溫速度、纖維形態及性質,加熱時間等因素而變化的。而實際操作中,只能在一定時間內用板坯厚度變化來表示,即板坯平均加壓速度,一 般為5mm/s左右。
(2)熱壓曲線
熱壓工藝參數在熱壓過程中的變化,可用熱壓曲線來表示。熱壓曲線是諸工藝因素在熱壓過程的綜合實施。合理的熱壓曲線是保證產品質量的關鍵。制訂正確的熱壓曲線,必須保證實施以下步驟,完成下列步驟即為一個熱壓周期。 當板坯裝入熱壓機后起動壓機。
①各熱壓板快速提升。
②當每塊板坯表面接近上壓板時緩慢閉合。
③板坯在壓板閉合后再加快加壓速度。
④按壓制板的厚度,隨著壓力的上升應自動控制調整加壓速度,以達到板厚密度的均勻 性。
⑤板坯壓縮到厚度規限位后,轉換為在線性位置控制器(如LVDT等)的位置控制下,保持工藝要求的加熱時間。
⑥保持時間到達后,壓力緩慢降壓。
⑦熱壓板緩慢打開。
⑧熱壓板快速下降。
⑨熱壓板降到接近較低位置時,緩慢落到底——軟著陸。
⑩熱壓周期結束,并為下一周期做好準備。
熱壓曲線是由熱壓機的液壓系統,通過手動或程序邏輯控制器(PLC)進行自動控制的。各生產廠家采用熱壓曲線不完全相同。現將我國引進較早的2個廠家提供的熱壓曲線,作 簡單介紹。
瑞典MOTALA多層熱壓機采用的熱壓曲線。其特點是采用壓力——時間——位置雙重控制,即用液壓壓力——時間和活動平臺位置——時間兩條曲線表示。
熱壓階段由Ai-B4是以油缸活塞桿面積上的液壓壓力加壓,閉合后的板坯壓力僅達到0.65MPa。B5-C4是以活塞面積上的液壓壓力加壓,這是主要階段,板坯較高壓力可達 0.6MPa。C1-C3為連續位置控制階段,速度由PLC自動控制,當活動平臺位置達到L4(工 藝設定的位置),即封入C4階段,在此階段液壓系統進行“通——斷”位置控制,直到板坯樹脂固化,時間約為總熱壓時間的1/3 。為防止C1-C3階段壓機意外張開,設定安全很限壓力0.6MPa。D1壓力由c4降到約O.98MPa,然后慢速張開,E1、E2階段的較高速度是0.8mm/s。
該壓機設計的加壓速度是,當板坯單位面積壓力分別為0.04、O.35、1.42、3.46MPa時,加壓速度分別為15000,5940,1860,450mm/min。
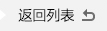
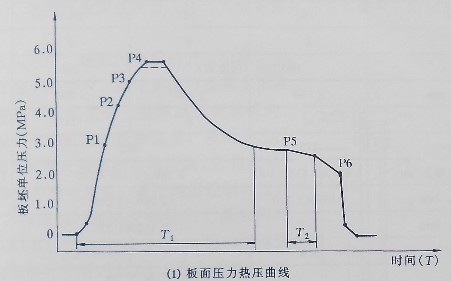
美國華盛頓鐵工廠提供的熱壓曲線,見圖1為板坯熱壓曲線,較高板坯單位面積壓力5. 5MPa,較高溫度176℃。圖2為壓機液壓系統壓力曲線。
加壓過程分為四段,分別以不同的速度加壓。
P1為快速閉合階段:加壓速度14 300mm/min
P2初升壓階段:加壓速度1 400mm/min
P3繼續升壓階段:加壓速度763mm/min
P4較高壓力階段:加壓速度213mm/min
板坯加壓到較高壓力P4,即由“LVDT"控制活動平臺位置,待板坯克服反彈力,厚度達到厚度規限定位置后,將壓力降到與板坯內部飽和蒸汽壓力相等的P5,然后保持到板坯內多余水分排出,樹脂固化。
<tfoot id="6kgow"></tfoot>

